
The knee mill is one of a machinist’s most versatile machine tools, and it’s impressive how many operations they can perform on a workpiece. And once you discover the capabilities of these vertical milling machines, it won’t be long before you want a few of them on the shop floor of your fabrication or job shop.
Here’s what you should know:
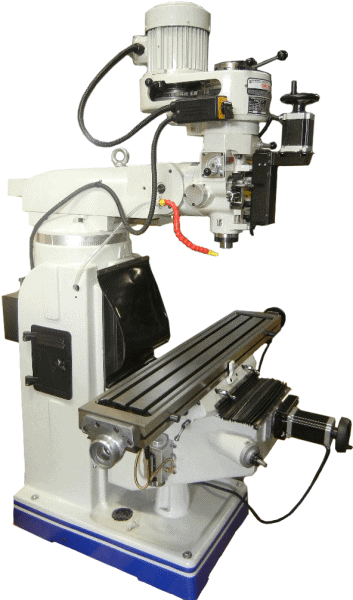
What is a Knee Mill?
Also known as a variable-speed vertical milling machine, the knee mill uses cutting tools, such as end mills and face mills, to remove material from a workpiece. These cutting tools are held vertically, while the workpiece is clamped to a horizontal worktable or held in a secured vise for cutting.
The “knee” is a heavy-duty Meehanite casting that supports the worktable and rides vertically on a dovetail on the machine’s “column.” The machine’s operator can raise or lower the table manually, allowing knee travel along the Z-axis, depending on the height of the workpiece.
Part of the versatility of the manual knee mill is that it can be used as a drill press. Drilling is possible because of the vertical knee mill’s unique feature called a quill, which is part of the spindle motor and travels vertically, acting as a second Z-axis. Quill travel is enacted by a manual handle or automatic quill feed.
Other advantages of vertical milling machines are their relative simplicity and the fact they take up much less space than horizontal mills, their bulkier counterparts.
How Does a Knee Mill Work?
Although no one can argue against the virtues of CNC machines, CNC machining centers, or CNC knee mills, it’s also impossible to ignore the value the manual knee mill brings to the average machine or fab shop. A 3-axis CNC mill cannot always machine a workpiece completely, leaving secondary operations, like adding a single hole with threads that wouldn’t be worth re-setting on the CNC.
Knee mills bring simplicity and versatility to vertical machining. For example, it takes seconds to clamp a block to the knee mill’s table, drill and tap a few holes, or put a shaft in a vise and mill a keyway in the end. There is no need for time-consuming programming in these cases. And if your manual knee mill is equipped with an Acu-Rite digital readout (DRO), those holes or that keyway will be accurately positioned.
Most knee mills today have a power feed, at least on the left-to-right X-axis, making many milling operations quick and effortless. And with high-rpm spindle speeds, it’s possible to drill tiny holes or mill narrow slots without worrying about breaking cutters. You can also tackle larger workpieces since the milling machine spindle’s cutter head is attached to a movable ram that travels in and out and swivels for greater part coverage. Also, the cutter head can be set to any angle from horizontal to vertical for angular cuts and drilled holes.
On many machines, the saddle and knee (Y-axis) are moved by hand, while the worktable is either hand-cranked or power-driven, whichever is quicker. When you think about all those small operations machinists can do in support of the shop’s CNC machining centers, you recognize how indispensable manual knee mills are to the typical machine shop.
What is a Knee Mill Used For?
A vertical knee mill is a versatile machine tool allowing a machinist to perform various tasks, including face milling, slotting, drilling, and boring. Manual knee mills work well for prototyping, tool room work, repairs, general job shop work, and R&D work. Depending on the knee mill’s table size, it’s possible to mill and drill long workpieces, create fixtures, do minor rework, and complete once-and-done parts.
Many CNC shops keep manual knee mills on the shop floor to fill in gaps in the work schedule. For example, while a long run is on the CNC mill, a machinist can hop on the manual knee mill and work on a secondary operation, repair job, or any number of relatively small operations. And the same thing holds for having manual lathes in a shop with predominantly CNC lathes.
The manual knee mill’s versatility comes from its R8 spindle taper. Using an R8 collet as a tool holder, you can quickly change tooling from milling a flat surface to adding a few slots to drilling and tapping a hole in a workpiece. There’s no need to write a program or set up tooling in the CNC machine for small machining operations. The knee mill can also help machine larger objects thanks to the extra coverage from the movable ram.
What’s the Difference Between a Knee Mill and a Bed Mill?
At the risk of sounding redundant, the primary difference between a knee mill and a bed mill is the flexibility the knee mill provides. From a mechanical standpoint, the knee mill’s table moves up and down on the Z-axis, while the bed mill’s spindle moves up and down.
As mentioned earlier, knee mills have a “quill” that acts as a second Z-axis and turns the knee milling machine into a drill press. The spinning quill moves up and down with a handle on the spindle head or an optional power feed.
Knee mills can do more things than bed mills. Here are a few examples:
Machining parts that exceed a milling machine’s travel is never easy, but with a knee mill, it’s at least possible to do it without moving the workpiece. You might be able to swivel the head, extend the ram on the knee mill, and reach areas that would be unreachable on a bed mill.
Tilting the head to machine an angle on a workpiece is routine on a knee mill. To make the same cut on a bed mill, you must set the workpiece at the correct angle, which could involve expensive fixtures or a complicated setup.
You have the option to attach long parts to an angle plate and hang them off the side of the knee mill’s table for drilling or milling. Since you can swivel the head and extend the ram, you can reach beyond the table. On a bed mill, you need to attach the part to a tall angle plate to machine the end, assuming you have sufficient Z-travel to clear the piece.
Although knee mills can do more things than bed mills, if you are making lots of heavy cuts utilizing maximum horsepower, a bed mill may serve your needs better.
What is a Bridgeport Knee Mill?
In 1936, Rudolph Bannow’s company produced a “knee-and-column” vertical mill that featured a rotating turret and sliding-ram head. The company was named Bridgeport, and the unique milling machine took its name.
Over those eighty-plus years, the name became synonymous with durable quality machine tools and remained on a shop floor for decades. Today, other machine manufacturers have copied the design, and Bridgeport no longer owns the company, Hardinge having bought it several years ago.
However, most in the manufacturing industry still call it a Bridgeport (or at least a Bridgeport-type knee mill), regardless of its actual brand name. And even though CNC machining centers have become the darlings of the machining industry—and rightfully so—traditional knee mills have not faded and show no signs of doing so anytime soon.
How Do I Choose Between Buying a CNC Knee Mill and a Traditional Knee Mill?
The good news is you don’t have to choose! The CNC Supra Vertical Knee Mill from CNC Masters has all the latest features to machine the most complex parts and high productivity. It also has hand-wheels on each axis for optional manual machining, allowing machinists to complete those quick operations that don’t require programming.
The Supra high-quality, USA-built knee mill with ball screws, a warranty, and excellent service, all at a competitive price! Please email us directly at sales@cncmasters.com, call us at 626-962-9300, or visit our contact page. We look forward to hearing from you!









































































