
A waterjet machine is a versatile addition to any manufacturing shop, allowing for precise cutting across a range of materials and thicknesses. This machine operates by propelling water at high velocity and pressure, effectively eroding the material it cuts, akin to machining but without the need for cutting tools. It’s an industrial powerhouse capable of slicing through metals, plastics, composites, ceramics, and even harder materials. For softer materials like wood and rubber, pure water suffices, while tougher materials require an abrasive additive, such as garnet or aluminum oxide, to enhance cutting power.
The process usually occurs underwater to reduce noise and mess, with the water jet exerting a force of over 60,000 PSI—thirty times stronger than a standard power washer. This high-pressure waterjet stream is channeled through a tiny nozzle, measuring between 0.010” and 0.015” in diameter. The waterjet system includes a pump and a critical filtering component. Only clean water can achieve the necessary pressure for consistent cutting, protecting the machine’s sensitive high-pressure parts from damage by impurities and minerals.
Waterjet cutting has become a powerful and popular tool used in many manufacturing processes around the world. Read on to find out why.
[lwptoc numeration=”none” width=”full” skipHeadingLevel=”h3,h4″]
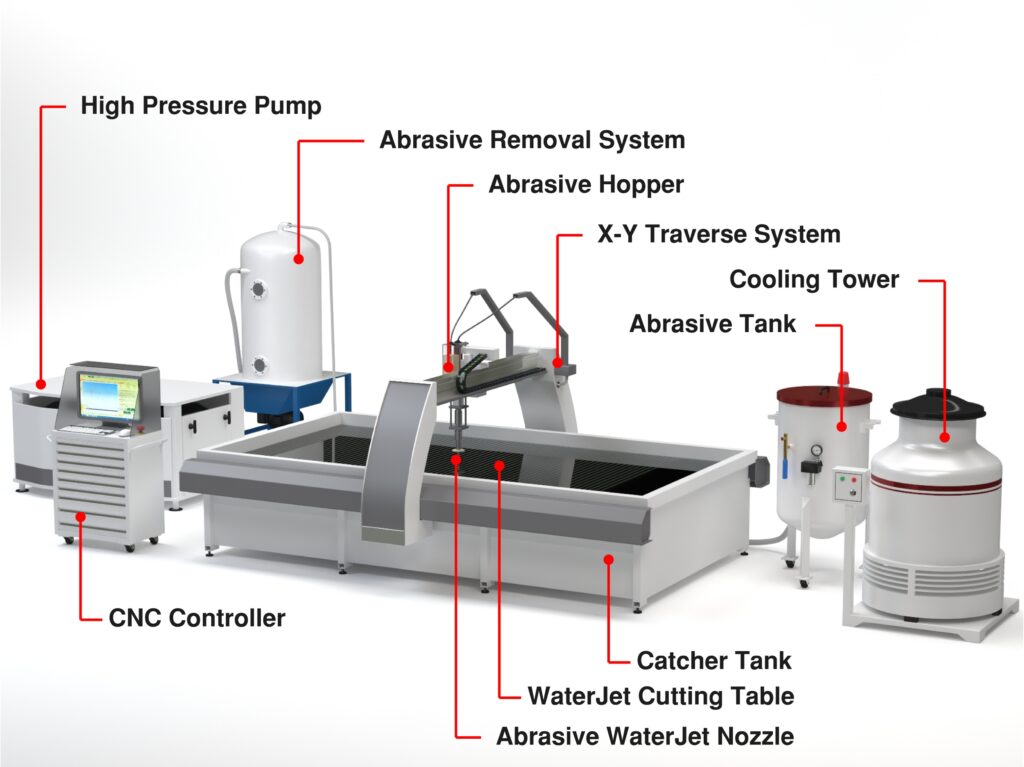
What are the components of a CNC waterjet?
Three primary components are required to produce the high-pressure stream of water resulting in an accurate cutting edge.
The High-Pressure Water System
This system includes the pump that generates the pressurized water and all the plumbing needed to deliver it.
The Machine
The multi-axis waterjet (X, Y, Z axes) machine includes the cutting head, waterjet table, abrasive cutting nozzle, and material support catcher.
The Control System
Software in the high-performance control system manages the operator interface, X, Y, Z-axis motion control, nozzle positioning, and a velocity feedback system.

How Does a Waterjet Work?
The waterjet cutting process is versatile and can be accomplished in various ways. Most methods include an abrasive added into the water to help cut particles from the workpiece into a shape meeting precise specifications. Here is how the waterjet process works:
Determining Kerf Width
Kerf width refers to the material removed during the CNC waterjet process, typically 0.040 inches wide or less. The kerf size is a critical design factor and must be accounted for when determining the dimensions of the final product. The dimensions of the final part will only be accurate if the kerf is taken into consideration upfront.
Initial Waterjet Piercing
Piercing is another name for the first cut the waterjet cutter makes, and it starts the water jet cutting process, much like a plunge cut might initiate the beginning of a lathe process. The most common methods of piercing include stationary, linear, circular, and low pressure, depending on the material and the least amount of scrap produced.
Pressurizing the Water
The most often used method of pressurizing the water is a linear intensifier. Linear intensifier pumps use pressurized hydraulic oil at a pressure of 3000 psi. The low-pressure oil pushes against a piston with a face area twenty times larger than the high-pressure plunger that pushes against the water. Because the low-pressure pump is twenty times larger than the high-pressure pump, the pressure on the larger plunger is intensified twenty-fold, producing a water pressure of 60,000 psi.
Traveling Through the Tubing
The pressurized water moves through high-pressure tubing to the cutting head. The tubing is made from thermoplastic or stainless steel and has exceptional tensile strength, yield, and a smooth interior surface.
Waterjet Cutting Head
The pressurized water and garnet exit the cutting head’s orifice at nearly four times the speed of sound and can cut steel over one foot thick. As the water passes through the orifice of the cutting head, made of diamond, ruby, or sapphire with a .010” to .015” hole, its velocity increases to over 90,000 psi, directly affecting the waterjet cutting process.
Pure Waterjet Cutters vs. an Abrasive Waterjet Cutting System
Pure water jet cutters are the original water-only water jet cutting tool. Pure waterjet cuts soft materials like foam, plastic, paper, insulation, cement board, and automotive interiors. They produce a thin stream that provides excellent details with little wasted material.
An abrasive waterjet machine is much like a pure waterjet, except garnet abrasive material is pulled into the head and mixed at high speed with the water. The resulting abrasive waterjet stream is one thousand times more potent than the pure water cutter, allowing it to cut hard materials like metal, ceramic, stone, glass, and composite.

Other Styles of Waterjet Machines
There are other types of waterjet cutting machines, including 3D Printers, micro waterjets, and robotic waterjets. However, the style of any waterjet cutter is determined by its gantry design, which is the system that holds and supports the cutting head:
- Cantilever Gantry Machines: These have one arm over the table holding the cutting tool. They’re easy to use but can’t handle big pieces of material.
- Bridge Style Gantry Machines: These have a bar across the table, which the cutter moves along. They’re known for being stable and are good for cutting large things.
- Flying Bridge Gantry Machines: Similar to bridge style, but the whole top part moves with the cutter. They’re used for very accurate cutting on big machines.
- Articulated Arm Gantry Machines: These cutters have a bendable arm, like robot arms, to move the cutter. They’re best for detailed cuts or small spaces.
Waterjets vs Other Machine Tools
Waterjet cutting has several advantages over other cutting processes, such as laser cutting machines or plasma cutting. Waterjet systems provide better accuracy, can cut complex designs, and can handle thermally sensitive surfaces. The process does not heat the material or change its temper and leaves clean-cut edges that do not require secondary finishing.
How much does a CNC waterjet cost?
Abrasive waterjets are relatively new and have become candidates to replace traditional processes like drilling, profile milling, gear cutting, slitting, broaching, and sawing in various industries. The approximate price for a 2-axis abrasive system should be between $100,000 and $200,000, and a water-only CNC waterjet is usually in the $50,000 and $100,000 range.

Types of Waterjet Cuts
In some ways, the waterjet cutting process resembles using a bandsaw to remove material. However, material cutting in today’s manufacturing environment is more complicated than a band saw can handle. On the other hand, water jet cutting machines can perform many different cuts depending on the application.
The following list displays the versatile functionalities of the CNC waterjet:
One-Dimensional Cutting
One-dimensional waterjet moves are stationary cuts made through one pass of the workpiece. Mainly used for trimming, these cuts are the most basic maneuvers you will make in waterjet cutting, and you can perform them with or without an abrasive added to the water.
Two-dimensional (X and Y)
Two-dimensional cutting requires CNC control and programming. CNC machines have a servo motor to control positioning and cutting speed. The Z-axis controls the height of the cutting head and adapts to various material thicknesses. A water-filled catcher tank has slots to support the workpiece.
Three-dimensional (X, Y, and Z)
Three-axis cutting involves the X-axis (left to right), the Y-axis (front to back), and the Z-axis (up and down). The workpiece is always stationary as the cutting head moves along the three planes.
Four-dimensional (X, Y, Z, and A)
Using four-axis cutting, the workpiece is processed by the X, Y, and Z axes, with the addition of rotary motion. The A-axis the workpiece to be flipped for the waterjet to remove material from both sides of the workpiece or to cut holes in its side.
Five-Dimensional (X, Y, Z, A, and B)
A 5-axis waterjet system allows the workpiece to be moved along five axes simultaneously. The workpiece travels along the two-dimensional X, Y, and Z axes, with different rotational movements around those three axes, performing 180-degree rotations. Five-axis machines enable the fabrication of complex shapes and components but require a great deal of CNC programming.

What are Some of the Applications for a CNC Waterjet?
The waterjet system has become a precise manufacturing process with quick turnaround times, making it the preferred cutting method for several industries, especially those requiring tight tolerances. Waterjet cutting has been gaining favor among several industries for many reasons. Here are some of them
Aerospace Industry
Aerospace components are often complex and require precision, and by their nature, they do not allow room for mistakes. It is one of the main reasons that waterjet cutting has become an essential part of manufacturing aerospace parts and components such as control panels and jet engine parts.
Abrasive waterjet is the choice for cutting the steel, brass, Inconel, and aluminum used in turbine blades, wing sections, brake components, and landing gear.
Auto Industry
Robotic systems are a mainstay of the automotive industry, and water jet cutting integrates well into automated systems. However, the auto industry applies both methods of water jet cutting, pure water jet cutting shapes interior carpets, insulation, and head linings, while producing minimal material waste.
Water jet cutting does not create heat-affected zones (HAZ), generate noxious fumes, or place stress on the workpiece. Instead, it produces burr-free surfaces that avoid the need for secondary finishing.
Medicine
In medicine, water jet cutting technology replaces traditional surgical cutting tools for specific operations. For example, high-pressure spiral water crushes and sucks liver parenchymal cells in treating tumors. It does not produce heat that could damage other organs, minimizing the possibility of bleeding. By altering the pressure and flow rate, it is now possible to dissect human tissue with less trauma, bleeding, and postoperative problems.
Glass
Cutting glass is a tricky process that requires precision tools to avoid puncturing or breaking the glass. Like the medical industry, cutting glass with a water jet allows for modifying and adjusting the water stream to avoid damaging the glass. The stream can cut any shape, form, configuration, or workpiece to the most minute detail. The accurate high-pressured water stream enables cutting holes and notches without concerns about distortions.
Electronics
Manufacturers are continuously looking for ways to reduce costs and increase efficiency. Cost is a significant issue in electronics production, and the efficiency of water jet cutting has made it an essential part of electronics production. CNC waterjet is excellent for cutting circuit boards or stripping wires without damaging them.
Fiberglass
Water jet cutting can shape and form fiberglass without producing dust or excessive waste. The rigidity of the fiberglass is usually not a factor since the waterjet cutting process works whether shaping insulation or creating boats.
What are the Advantages of CNC Waterjet Cutting?
 Waterjet cutting offers manufacturers versatility and flexibility like no other. The range of benefits associated with using waterjet cutting gives this technology its edge over others, such as laser and saw cutting.
Waterjet cutting offers manufacturers versatility and flexibility like no other. The range of benefits associated with using waterjet cutting gives this technology its edge over others, such as laser and saw cutting.
No Heat-Affected Zones
What is a heat-affected zone? It’s an area of metal that has not been melted but has undergone changes in properties due to exposure to relatively high temperatures. Cutting processes generating high heat created problems, such as hardened edges and distortion for workshops. Manufacturers have overcome these issues by using waterjet cutting, a cold-cutting process.
Accurate Internal Cut-Outs
The waterjet cutting process creates all sorts of custom patterns, unique designs, and logos. Cutting accuracy of ±0.0005” is possible with a waterjet cutter, making it the tool of choice for precise internal cut-outs.
Excellent Edge Quality
Manufacturers achieve smooth, burr-free edges through a combination of the correct water speed, pressure, nozzle size, and flow rate. In most cases, waterjet cutting eliminates the necessity for secondary finishing, saving significant time and money while improving efficiency along the production line.
No Tool Changes
Waterjet cutting allows you to work on different materials without changing tools. Merely adjust your feed rate for the new material and thickness, and start the next cut.
Brings Down Costs in the Shop
Waterjet cutting is a cold-cutting process. Other heat-producing machining methods can create heat zones that often cause the parts to warp, making them out of tolerance and even unusable. With its cold-cutting process, the CNC waterjet minimizes or eliminates the chance of scrapping machined parts. And because waterjet-cut parts require little edge treatment or secondary finishing, you save money on those extra operations.
Material and Thickness Are Not Major Factors in Waterjet Cutting
The high-pressure cutting stream of water and the abrasive solution will cut through most materials. Also, material thickness will not be as essential because waterjet machines will cut aluminum, multi-layer materials, composites, and hardened steels in thicknesses over one inch.
Are There Disadvantages to CNC Waterjet Cutting?
Although the benefits of the CNC waterjet are significant, there are a few cons you should consider:
Longer Cutting Times
When compared to traditional manufacturing processes, such as CNC milling and lathe turning, CNC waterjet cutting is significantly slower.
Expensive Process
Hobbyists, DIYers, and smaller shops might find that CNC waterjet technology is out of their reach.
Difficult to Hold Dimensions on Thicker Materials
Waterjet cutting will likely be less effective on very thick materials and will pose issues in maintaining dimensional accuracy.
EDM Might Be a Better Option
Depending on the tolerances, type of metal, and intricate shapes, EDM could be a better choice than waterjet cutting.









































































