[lwptoc numeration=”none” numerationSuffix=”none”]
CNC grinders combine a high-speed grinding operation with precision and an excellent surface finish. Unlike machining operations from other CNC machine tools, its main objective is not material removal. Instead, holding close tolerances using the automation of CNC controls takes precedence.
Here is what you should know about these high-performance machines:
What is a CNC Grinder?
A CNC grinding machine uses a rotating grinding wheel to remove small amounts of material from a workpiece. They are, first and foremost, finishing machines. In the case of round work, a machinist often removes significant amounts of material using a lathe before transferring the part to a cylindrical grinding machine for the finishing operation.
CNC grinding is primarily about taking off small amounts of metal with a high-speed abrasive rotating wheel acting as the cutting tool. The grinding wheel rotates in place while the part is fastened to the machine and moves in the X-, Y-, or Z-axis. Although these movements depend on the part’s shape and size, the grinding wheel usually requires multiple passes to get the correct finished dimension.
A CNC grinding machine, or CNC grinder, operates automatically with minimum intervention from a machinist or operator. It follows programmed instructions to produce smooth surface finishes while reducing distortion and increasing the grinding process’s efficiency. Flood coolant aids in maintaining the part’s accuracy and finish during the machining process, and Fanuc controls typically ensure an excellent CNC system.
Although the term “CNC grinder” refers to a machine that takes away material via a grinding wheel, there are several ways to make that happen and different types of machines to accomplish it. Here are four of the most common.
What are the Common Types of Grinders?
The most common types of CNC grinders are surface grinders, cylindrical grinders, precision ID & OD grinders, and centerless grinders.
1. Surface Grinders
By far the most common grinding operation, surface grinding is a finishing process to grind a flat metal surface, providing a polished look or holding a critical dimension. The grinder comprises an abrasive wheel, a chuck to hold the work, and a table that either reciprocates or rotates.
The chuck holds the material as it is ground in one of two ways. A magnetic chuck typically holds a ferromagnetic part. If the piece is non-ferromagnetic and nonmetallic, it will require vacuum or mechanical means such as a precision steel vise holding the work and placed on the magnetic table.
The grinding wheel and the part’s material factor into the surface grinding operation. Cast iron and steel make up most grinding projects and tend not to clog the typical grinding wheel. Aluminum, stainless steel, and brass require frequent dressing (regrinding) of the wheel. Grinding at high temperatures can weaken the material or cause it to lose its magnetism.
Whether it’s used for flat, contoured, or irregular surfaces, CNC surface grinding is an efficient and popular automated process.
2. Cylindrical Grinders
In contrast to surface grinding, where a flat plate is a typical workpiece, you would choose a cylindrical grinder for round pieces. As a result, rods, shafts, and cylinders are prime candidates for the cylindrical grinder, but as long as the part has a central axis of rotation, you can also run cams and crankshafts.
The cylinder spins between two centers and rotates in one direction. At the same time, the grinding wheel meets the cylinder, turning in the opposite direction and precisely reducing the diameter of the workpiece. The grinding wheel could be at an angle or parallel to the workpieces during the operation.
Like a lathe, the workpiece can be held in a 3-jaw, self-centering chuck, 4-jaw check, collet chuck, or magnetic chuck. With these setups, the part remains stationary, except for rotating, with the grinding wheel, while the grinding wheel traverses along a fixed bed. However, in all cases, the grinding wheel material must be tougher than the workpiece, and it’s often made of a synthetic compound containing aluminum oxide.
3. Precision ID & OD Grinders
In the past, separate cylindrical grinders would perform the grinding operations on the cylindrical piece’s OD (outside diameter) or on the ID (inside diameter). Whether you worked on the ID or OD, the part and wheel rotated in opposite directions, and the wheel moved toward and away from the piece.
Even though many of these single-purpose cylindrical grinders are still producing parts in many machine shops, they are being replaced by machines with the grinding capabilities for OD and ID grinding in one machine, making them more versatile, productive, and efficient. These ID/OD grinders finish parts with high-quality surface finishes, exceptional accuracy, and concentricity.
ID/OD grinders offer precision grinding on either the inside or outside of a hollow cylinder without removing the part from one machine and setting it up a second time. By changing the grinding tools, operators can grind tapers, steps, contours, and grooves inside and outside a hollow round piece.
4. Centerless Grinders
Centerless grinding is a mystery to many in manufacturing because it doesn’t involve using centers or gripping cylindrical parts in a chuck or fixture to grind them. No work-holding methods are needed since the part is fed between a grinding wheel and a smaller regulating wheel as it rests on an angled workpiece support.
During the grinding operation, the force of the grinding wheel pushes the workpiece into the regulating wheel and against the support, keeping it from spinning off the machine. The regulating wheel determines the workpiece’s rotational speed. By tilting it a few degrees, the workpiece will exit through the wheels and out the back of the machine, a technique called through-feed grinding.
Another method, called infeed grinding, involves the regulating wheel pulling the part against a dead stop placed at the work-rest blade. The grinding wheel is then fed into the part until it is to the correct size. Centerless grinding is an appropriate choice in any industry where cylindrical surfaces’ roundness and accuracy are required.
What are the Primary Grinding Applications of a CNC Grinder?
Automotive
Automotive applications for grinding machines are plentiful and include brake cylinders, brake and steering pistons, spline and gear shafts, connecting rods, camshafts, and crankshafts. Although cylinder heads are typically milled, surface grinders do an excellent job of precision grinding a cylinder head’s face.
The precision grinding of shaft ODs enables perfect fits between gears, bearings, and other mating components. OD grinding ensures the concentricity of the shaft to its centerline while ensuring that accompanying diameters are concentric with one another.
Offset ODs for non-concentric diameters, such as crank pin journals and cam lobes, are ground using crank and camshaft grinders. These special machines are programmed to grind both on-center and offset diameters on the same shaft. Similarly, ID grinders provide precise fits for brake cylinders and connecting rods.
Aerospace
The aerospace industry is well-known for requiring the materials of its components to survive in the harsh environment of aerospace engines. As a result, these high-strength parts can be a nightmare to cut on mills and lathes with conventional cutting tools and processes. Fortunately, those attributes that make these materials challenging to machine can also make them appropriate for precision grinding. Turbine rings and turbine shafts are two of the many aerospace components commonly precision ground.
Medical
Medical industry equipment offers several grinding challenges. For instance, the parts must be corrosion and wear-resistant to ensure they are durable and hold up under the cleaning and sanitization methods they will face. For this reason, medical components are often made with stainless steel and titanium, making them harder to machine using conventional methods. Medical manufacturers call upon surface grinders, cylindrical grinders, and centerless grinders when traditional machining cannot get the precision results their customers demand.
Machine Tool Manufacturers
Grinding is the most accurate of all machining processes, so it isn’t surprising that machine tool manufacturers would turn to CNC grinders when building equipment requiring tolerances of plus or minus 0.0001 inches.
The most popular grinding machines used for building machine tools are surface grinders, ID/OD cylindrical grinders, and centerless grinders. These grinders produce parts that include spindles, ball screws, linear guideways, couplings, cams, racks, pistons, and valve spools.
Tooling Industry
The tooling industry supports the machine tool industry by producing precision chucks, drills, reamers, carbide inserts, gages, collets, and tool holder shanks. It’s worth noting that while the tooling used on conventional machining centers wears over time, grinding wheels can be dressed multiple times to maintain the shape and edge of the abrasives for accuracy and an excellent finish.
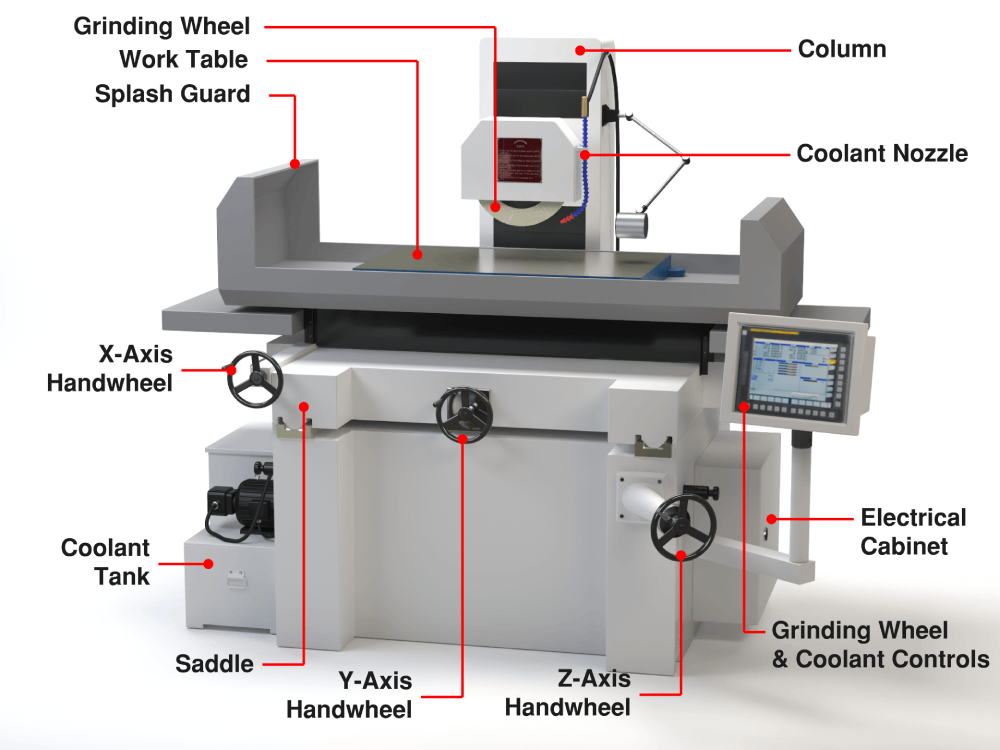
What are the Main Features of a CNC Grinder?
The CNC grinding machine consists primarily of the grinding spindle head holding the workpiece while the grinding wheel removes material from the lateral sides or the front. It’s possible to create various shapes on the part, including flat surfaces, steps, grooves, and chamfers, using a surface grinder.
A cylindrical grinder consists of four parts: the head and tail stocks, the grinding wheel (sometimes more than one), the wheel head, and the table. These grinders can do tapering, profiling, stepping, or straight diameters on the ID and OD. There are various ways to hold a workpiece: between centers in the headstock and tailstock, in a chuck, or a collet.
How Much Does a CNC Grinder Cost?
A lot! Studer and Okuma, two respected names in CNC grinding, sell new cylindrical grinders for $300,000 up to the one to two million dollar range. Even a 20-year-old Cincinnati centerless grinder is selling for $80,000.
Find CNC Milling Machines and Lathes to Help You Boost Your Profits
CNC grinders are precision machines for components requiring the tightest tolerances and the smoothest finishes. However, you can also increase your bottom line with versatile machine tools that enable you to participate in work that is too complex or slow for manual mills and lathes. The lineup of CNC machine tools at CNC Masters will hold your tolerance over production runs of thousands of parts. Their surface finishes are second only to those coming off expensive grinders.
We provide innovative technologies to machine shops, fabricators, and the manufacturing sector by offering select products that give you more for your money. Our CNC control and operating software are designed to be easy to learn and operate, making it ideal for the hobbyist, the self-employed machinist, or any company doing woodworking or metalworking.
No matter where you are, a CNC milling machine or lathe is here to meet your needs at a price you can afford. Talk to the knowledgeable professionals at CNC Masters, and find out what you’ve been missing by not having a CNC machine for your machining work.
CNC Masters designs and builds their CNC machine tools in the USA. So, if you have any questions or concerns about our products, please contact us at CNC Masters today!









































































