

- TIN coated for longer lasting
- High Speed steel
- Center Cutting, single end
- Complete with wooden case.
- 10pcs: 2 flute 3/16″-3/4″ by 16ths
- 10pcs: 4 flute 3/16″-3/4″ by 16ths
- Shank sizes: 3/8″, 1/2″, 5/8″, and 3/4″
20 PC Titanium Coated End Mills Set
















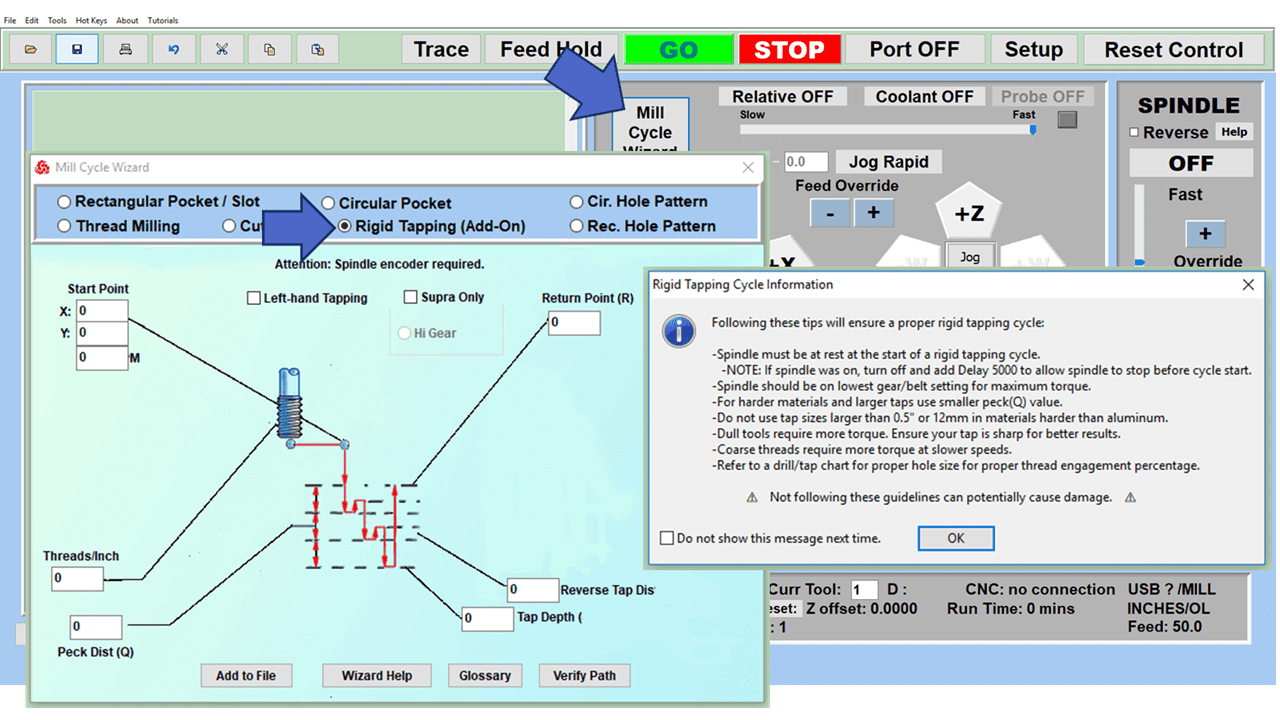





















This option is not available on the CNC Jr Mill. Upgrade to the next machine for rigid tapping control.

29. Create a Peck Drilling Program in Circular or Rectangular Patterns
Using the Circular or Rectangular Drilling Wizards, you can program the machine to drill an un-limited series of holes along the X and Y planes. Program it to drill straight through to your total depth, use a high-speed pecking cycle, or deep hole pecking cycle. You can program the cut-in depth and return point for a controlled peck drill application to maximize chip clearance.





































Reviews
There are no reviews yet.