It seems we can’t find what you’re looking for. Perhaps searching can help.















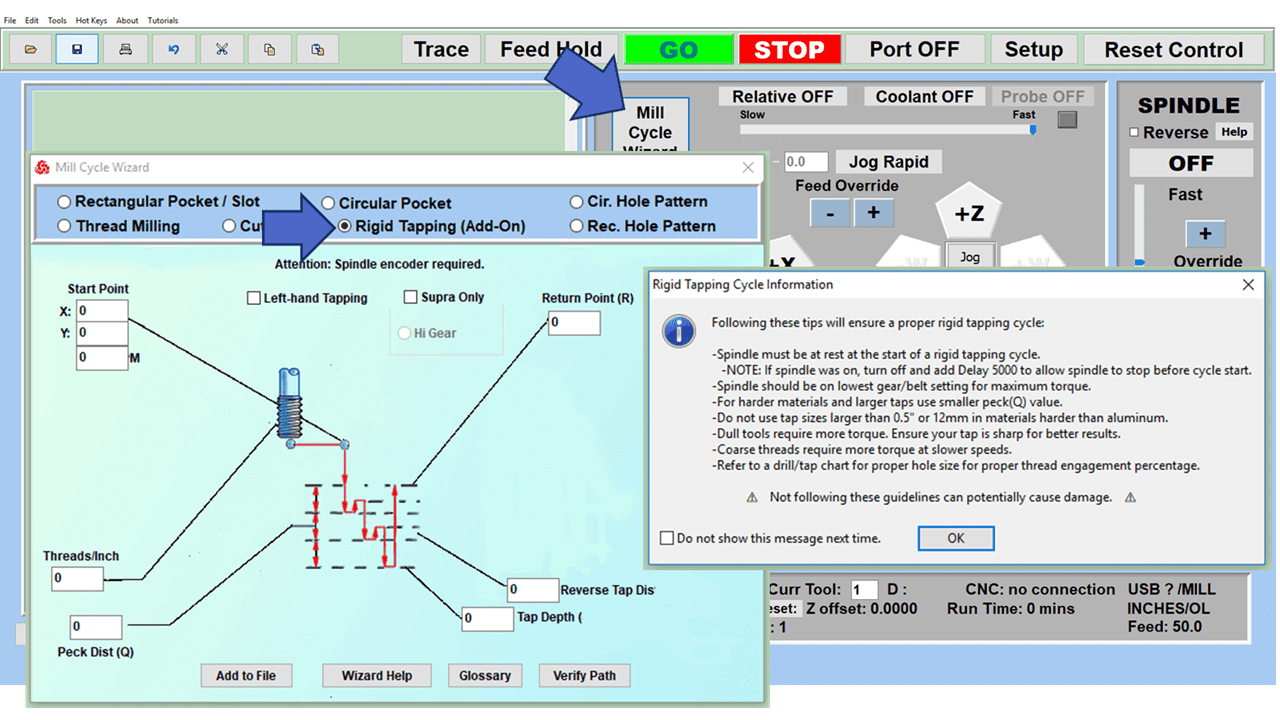





















This option is not available on the CNC Jr Mill. Upgrade to the next machine for rigid tapping control.

29. Create a Peck Drilling Program in Circular or Rectangular Patterns
Using the Circular or Rectangular Drilling Wizards, you can program the machine to drill an un-limited series of holes along the X and Y planes. Program it to drill straight through to your total depth, use a high-speed pecking cycle, or deep hole pecking cycle. You can program the cut-in depth and return point for a controlled peck drill application to maximize chip clearance.




































