













CNC BARON DOVETAIL COLUMN TABLE TOP MILL 3 AXIS CONTROL W/MOTORS CABLED (115VAC), W/COMPUTER VARIABLE SPINDLE (2HP) CONTROL (240VAC, SINGLE PHASE), GEAR HEAD, HANDWHEELS, X/Y BALLSCREWS W/PRE-LOADED NUTS, HOME SWITCHES, ONE-SHOT OIL LUBE, MASTER MX OPERATING SOFTWARE, AND USER’S MANUAL.
***Test out the Master MX to run your CNC Mill and be sure to check out the video here: Master MX Intro Video
CNC Masters presents a new CNC Mill, The CNC Baron, to our line of CNC milling machines. It is specifically designed for the machinist who needs both efficient and compact equipment at an excellent value. The CNC Baron Milling Machine is turn-key, and easy to both learn and operate. The CNC Baron Milling Machine is durable with a cast iron body without the size of a larger machine. With the smaller frame of the CNC Baron, it is perfect for large and small manufacturing plants, machine shops, and a variety of other institutions that require the mass production of a single part. Our custom CNC Master software is included with every purchase of out CNC mills. Our software runs on Windows operating systems. The CNC Baron Milling Machine comes with a one year warranty. In addition to a one year warranty, our company provides comprehensive quality testing on all of our machines.

Customer satisfaction is our number one priority here at CNC Masters. We offer product support for the CNC Baron Mill and its operational software by phone or e-mail for as long as you or your company owns the CNC machine. We even transfer this support offer when the machine is sold to someone else. Click below for a hassle free quick quote for freight costs. If you have any questions, we are just a phone call or email away.
- Full 3 Axis (4th optional) coordinated motion control on bipolar motors.
- [X=21.5″] x [Y=7″] of Travel.
- Custom CNC Master Software included
- Works with USB connection, 64 bit operating systems: Windows 10, 8, or 7
- Powerful X, Y, and Z axis micro-stepper motors – size 34 with 1200 in/oz torque
WE SUPPORT THE COMPLETE CNC Baron MILLING CENTER INCLUDING ITS OPERATIONAL SOFTWARE BY PHONE OR EMAIL.
The CNC Baron Mill is durable and precise with a cast-iron body, with dovetail ways on the square column for vertical alignment. It is a versatile bench top mid-size CNC mill made for the user who needs both primary and secondary CNC machining applications.
This cnc milling machine features the performance of larger CNC models without taking up as much floor space, making it a great purchase for large and small manufacturing plants, machine shops, research institutions, colleges, universities, high schools, engineers needing quick prototype 3D parts, and operations that require the mass production of a single part.
The Baron, our new CNC mill is a great investment for business owners who lower costs by creating their own parts. The mill is simple to operate, offering immediate efficiency solutions that save the operation both time and money. The CNC Baron milling machine is proudly assembled right here in the U.S.A., and it combines both imported and American-made parts in order to offer our clients the most competitive pricing anywhere. Every milling machine at CNC Masters is hand-tested for quality and performance before we package and crate it and get it on a freight truck from our manufacturing facility in the Los Angeles area, California.
CNC milling machines have an important role in the quick and accurate production of high precision components. Since there are different types of advanced milling machines on the market, here are some basic features of these machines explained:
-
CNC machines exist in two different forms.
When the spindle performs horizontal cutting, it is known as horizontal milling machine, whereas the vertical machining center has its cutting tool positioned accordingly. The head of the CNC Baron Milling Machine tilts for angled drilling, horizontal milling, slotting, and more. Its dovetail ways on the column, X table, and Y saddle allow for precision alignment and movement.
-
They involve versatile movements of both the cutter and work piece.
Unlike conventional machining centers, the milling process involves controlled movements of both work pieces and cutters based on the integrated software control. These features can actually perform complex parts production based on versatile cutting movements, which is the reason CNC mills are available in different models – 3, 4, and 5-axis machines. The CNC Baron Mill has full 3 Axis (or optional 4 Axis) coordinated motion control on bipolar motors, which is far superior over the unipolar technology in terms of torque and power.
-
The operation is based on a software control system.
Most CNC milling machines are computer programmed to perform intricate milling operations that aim to minimize contact between the operator and the cutting tools.
-
These are available in various sizes based on the sizes of the components.
These machines have different sizes which are custom-made for producing various component sizes. The large size CNC milling machines are meant for producing large parts, and vice versa.
Precision Machining using CNC Milling has many user benefits, including:
- Components Produced with Repetition and Accuracy
- 3D Complex Components Made with Ease
- Programs and Fixtures Can be Saved to Reduce Repeat Setup Costs
- High-Speed Precision Machining Shortens Lead Times
- Most Materials (Including Hardened Steels) Can be Cut with New Cutter Technology
The CNC Baron machine and controller are built to stock in-house in the USA. We do not buy and re-sell our CNC Driving System. So we’ll never bounce you to a third-party vendor for limited support to either their controller or another vendor’s machine.
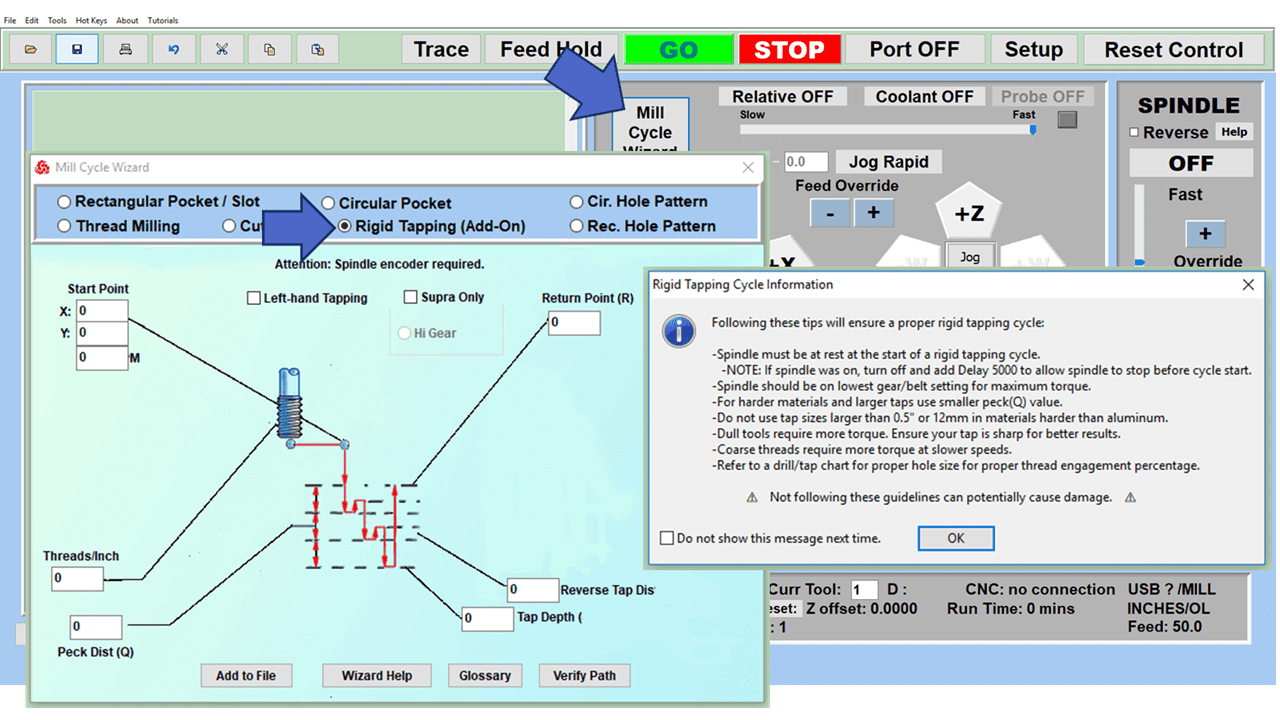
The Baron model cast iron CNC milling machine is a turn-key solution specifically designed for those who need efficiency in a compact space. Add rigid tapping control – no need for tapping heads attachments – to tap your series of holes after just running a multiple hole peck drilling operation. Add a fourth axis, probe control to scan and duplicate parts, or a hand held pendant control to your CNC Baron Mill.










































































Reviews
There are no reviews yet.